ScottB's 383W
This page: www.bacomatic.org/~dw/scottb/scottb.htm
Main page: http://www.bacomatic.org/~dw/index.htm
Last Updated: 16 Jul 2003
Author: Dave Williams; dlwilliams=aristotle=net
Some assembly photos of Scott Bronson's 383 Windsor. Most of them came out
sort of glary; what the heck, I'm not a photographer.

Cut and uncut pistons. They are Diamond Racing forged, domed Chevy pistons
with the domes hand-profiled for Ford combustion chambers. They were PolyDyn
coated when they arrived. Scott got them used at a very good price, but the
domes had to go to keep the 383 out of Diesel territory.

Milling one of pistons. I'm also reducing the pin height slightly to keep
them from sticking out the top of the block. Getting compression is *not* a
problem with a stroker! Note lightweight wristpin visible in upper left
corner. The pins were somewhat worn. We had two options; either replace them
or try coating them. Scott was amenable to being a guinea pig, so after
extensive discussion with the owner of Tech Line the pins were prepped,
coated, and polished down to the correct size. Tech Line says they used to do
that for the Nissan factory IMSA cars.

Chevy 6.2" Eagle rods have just been narrowed for the Ford journals. Scott
got them along with the pistons. Next step is to resize the big ends. I'm
doing several sets of Chrysler rods for 375 Windsors at the same time. The
lathe is a 16" South Bend, made somewhere around a hundred years ago. I'd
just acquired it a few days before this photo was taken.
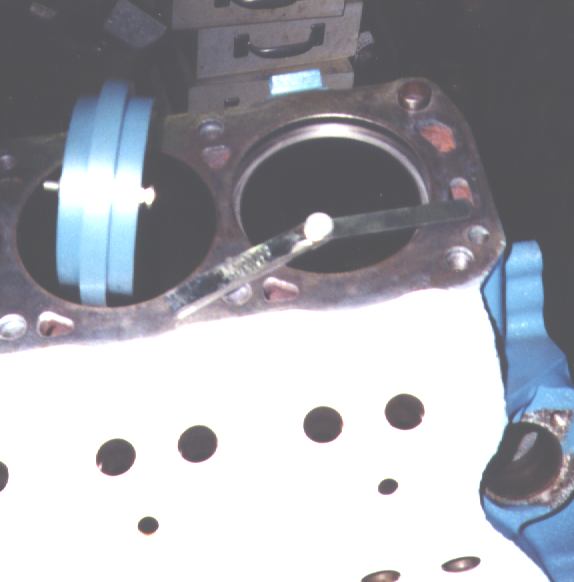
Checking ring gaps. Expensive Speed-Pro file-fit rings take a lot of grinding
before they fit. I clamp my Dremel tool in one of the bench vises and use the
side of a fiber cut-off wheel. Spiffy PVC plastic ring tool pushes ring down
straight in bore; double sided for 4.00 and 4.125" bore sizes.

First piston/rod assembly goes in. Deck height is zero.
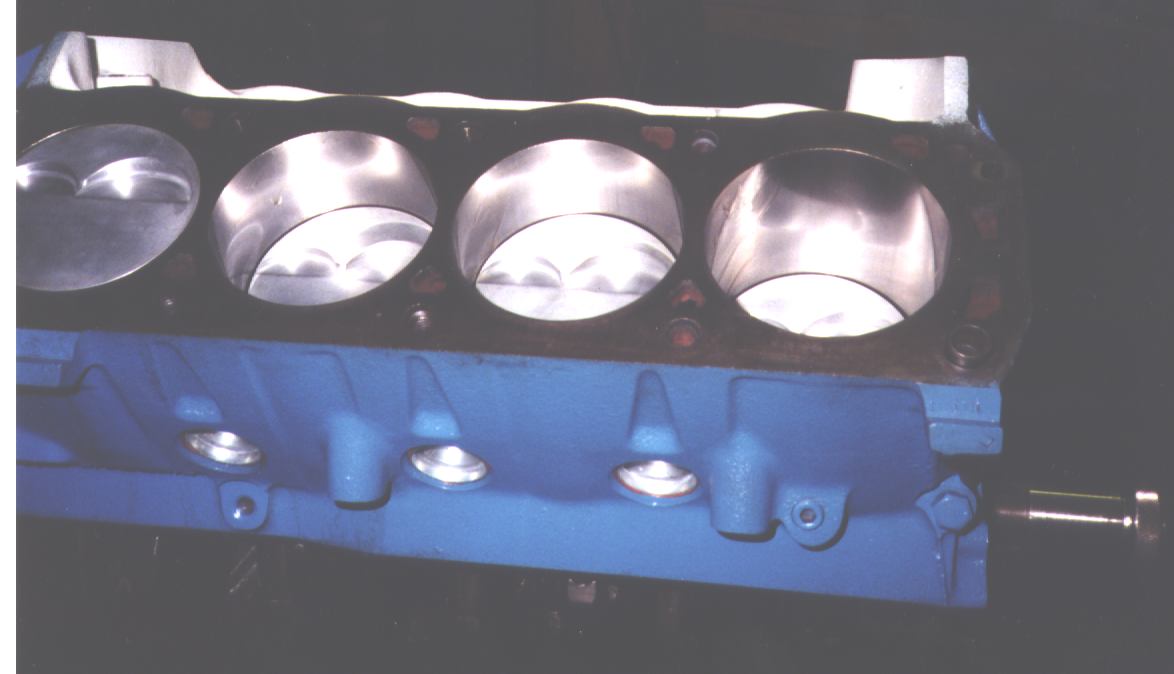
All pistons in. They've been recoated with Tech Line CBC2 ceramic thermal
barrier on top and TLML antifriction moly on the sides. Note the very smooth
cylinder wall finish.
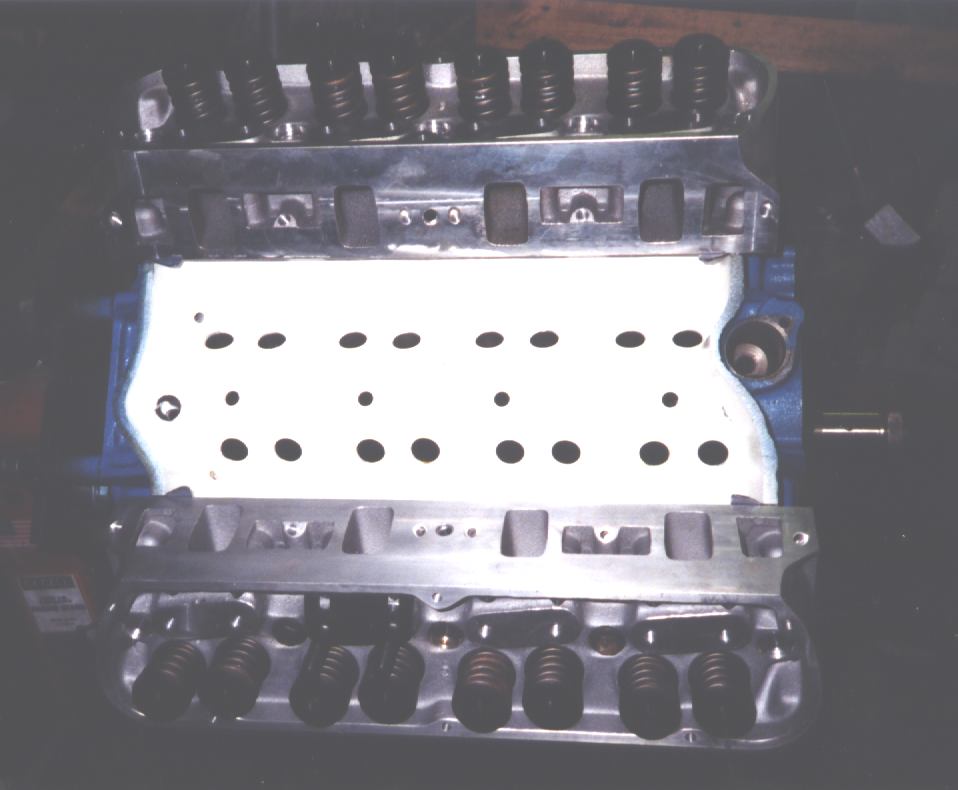
Shot from above with the heads in place. Nice color scheme eh?

Installing the cam. I'm using a 24" round aluminum bar with a 3/8-16 stud in
one end. No leverage problems here!

This is a couple of weeks later; it took time to special order the pushrods.
It wound up with half a set one length, half a set the other. The combination
of Wedgies and different rocker ratios on the intake and exhaust made the
required pushrod length dramatically different. The "twisted" trait of the
Twisted Wedge heads is very visible in this shot.
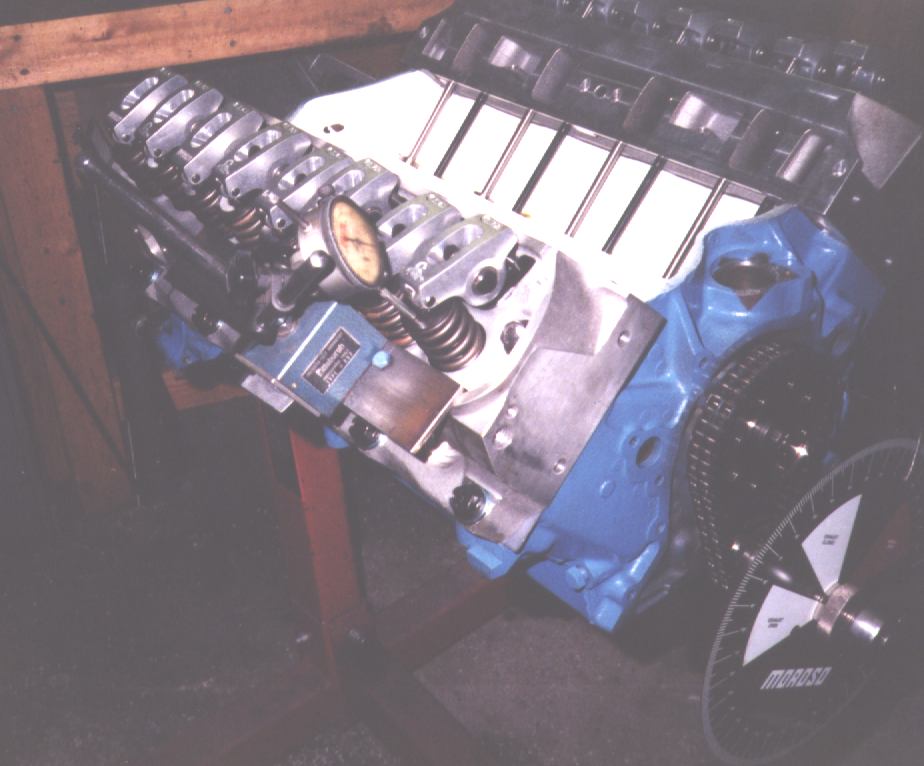
Degreeing in the cam. I wound up having to make a steel plate to bolt to the
valve cover rail to degree the cam in. One more tool for the arsenal...
===========================================================================
383 Ford Stroker
completed 02/19/99 for Scott Bronson, Santa Clara, California
351W Ford stroked to 3.70", .060 overbore (383 CID)
Competition Cams 222/[email protected], .496/.496 hydraulic cam
TFS Twisted Wedge heads
Compression:
785cc swept volume (bore/stroke 4.060/3.70)
61 cc nominal chamber volume
2.1cc -.010 assembled height
7.3cc .035 gasket
5 cc valve trough (estimated)
--------
75.4cc total clearance volume
785 / 75.4 = 10.4:1 CR
COMPONENTS ---------------------------------------------------------------
crankshaft:
early style 351W casting
stroked to 3.700
mains 351W -.020
rods Chrysler 360 standard (2.123")
balanced 28oz (drill only)
pistons:
TRW/Diamond forged for 350 Chevy
machined to flat top with two valve reliefs, 1.43 pin height
4.060 diameter
CBC2 ceramic coated tops
Polydyn moly coated underside
TLML coated sides
TLML coated pins
rings:
standard small block Chevy. 4.060, file fit, Speed Pro moly top
side clearance .003 top and second
ring gaps .011 second, .013 top (Ford spec .010-.020) .016 oil
1/16, 1/16, 3/16"
rods:
Eagle 6.20" Chevrolet
narrowed big ends (.835)
bearings large journal Chevy (2.1") narrowed, TLMB coated
rod side clearances .010
resized big ends (minimum size)
chamfered sides of big ends
bronze bushed for floating pins
block:
1971 351W D1 casting
bored .060
honed to .045 piston/wall clearance, spec for TRW forging
honed to #600 finish (ultra smooth)
2 piece rear main seal (blue silicone around edges)
new core plugs (blue silicone sealer)
painted (Rust-Oleum Sail Blue)
new cam bearings (King)
heads:
TFS Twisted Wedge (customer's heads)
pushrods:
8.25" exhaust (TFS customs)
8.20" intake (Ford Motorsport 351W)
rockers:
Scorpion 1.6 roller intake (customer provided)
Scorpion 1.72 roller exhaust
timing set:
Rollmaster full roller, 9-way keyway (customer provided)
cam:
PART # 35-000-5
ENGINE FORD 351 WINDSOR
GRIND NUMBER FW268-4-276-4H112
SERIAL NO D 7889
VALVE ADJUSTMENT HYD HYD
GROSS VALVE LIFT .494 .494
DURATION AT
.006 TAPPET LIFT 268 276
VALVE TIMING OPEN CLOSE
AT .050 INT 1-BTDC 43 ABDC
EXH 45 BBDC 1 ATDC
THESE SPECS ARE FOR CAM INSTALLED
AT 112 INTAKE CENTER LINE
INTAKE EXHAUST
DURATION AT .050 222 226
LOBE LIFT .3090 .3090
LOBE SEPARATION 112
degreed in at 112 intake centerline
flywheel:
Motorsport casting, originally 50oz, match balanced to 28oz
===========================================================================
Stewart-Warner Model 2000 Industrial Balancer
balance:
balanced for 28oz damper and flywheel
Eagle rods, narrowed:
214g pin end
504g big end
574g TRW-Diamond .060 forgings, 1.43 pin, lightweight pins tops milled flat
46g std SBC LJ rod bearing
44g .020 narrowed rod bearing
3g retainers
50g thin rings, .060 over
546g pistons/pins
50g rings
3g locks
218g small end of rod
---
857g
857/2 = 428g reciprocating
501g big end of rod
+ 44g rod bearing, narrowed
---
545g rotating
428g
+545g
---
973g bob per cylinder
x2
---
1946g per journal
setup RPM 800
balance RPM 650
residual imbalance .04 front, .03 rear
(balance is 1/10 of standard spec; close to the machine's resolution limit)
===========================================================================
Return to Dave's home page