
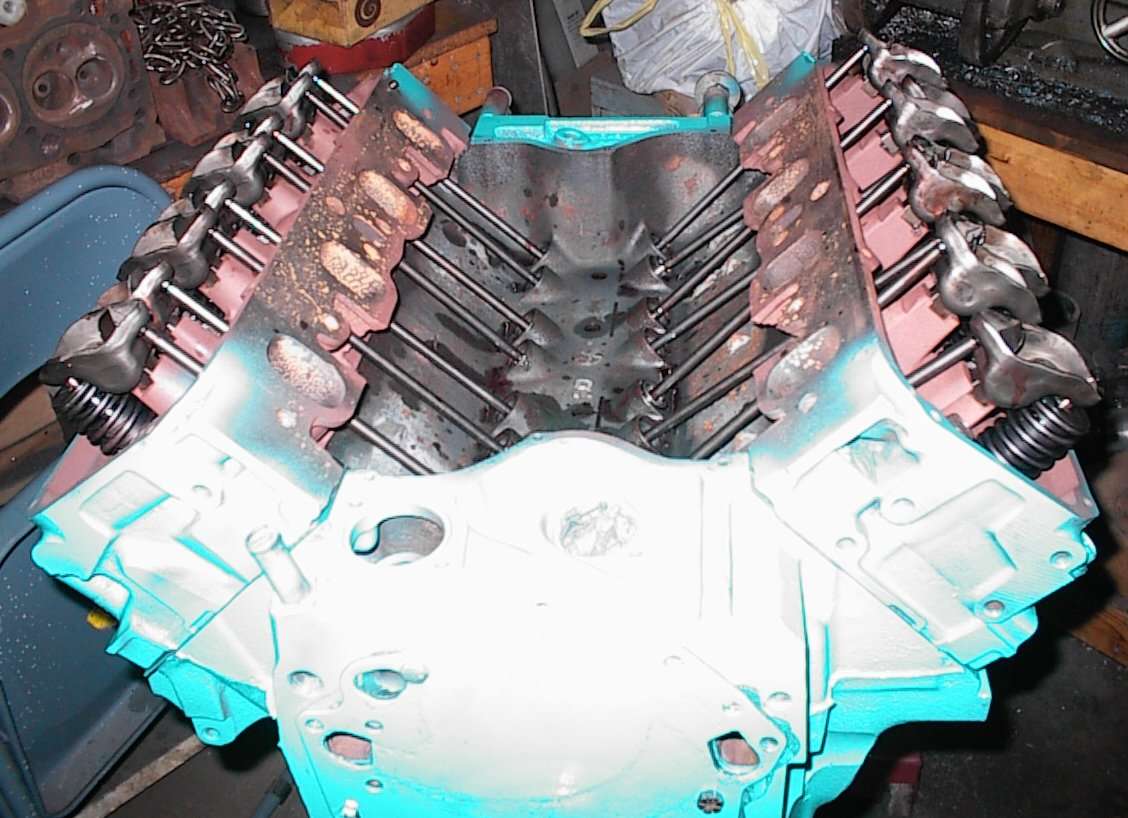
Checking valve-to-piston clearance. The pistons stick out of the bore .015".
Author: Dave Williams; dlwilliams=aristotle=net
I trade some work with another engine builder and the balance of favors had fallen out of alignment a bit, so I put together a new engine for his shop truck. It had a 351M in it already, so the choice was clear... it had to be upgraded to a 400M and then opened up as much as practical.
I still have some pictures on 35mm I have to scan in, but these will show you most of it.

These are real, early-type 351C-2V heads. I didn't think to take any pictures of the differences, but though it's widely claimed (even by Ford!) that the 351M and 400 use 2V Cleveland heads, it's not true. The 2V head has a nice smooth exhaust port. The M head has a "potbelly" port you can barely get your finger through, with the water jacket drooped down around the valve guide. You can't grind the potbelly out because there's water inside it.
I went through what I thought was a stash of 2V heads and *all* of them were M
heads. I wound up giving all nine of them away. Kenney scrounged up two 2V
heads from two different core engines. They needed a lot of TLC after laying
out in the rain for several years, but they're a much better head than
the M heads.

Closest is right out of the caustic tank, middle is resurfaced to get rid of
the wear spot from the valve stem, farthest has been wire wheeled and run
through the parts tumbler.



MMO has a stupid name, but it's just a simple straight-cut, light base stock utility oil, like 3-in-1, except in big cans.
Notice the ugly appearance of the lifter valley. It's smooth enough, but the
blotchy effect is from dirty casting sand and/or the iron being a little too
hot when it was poured. Not that it means anything in particular; I just
thought you might be interested.


I do this mod to most Ford small blocks. The new oil passage directs a stream
of oil right to the distributor gear. Back in the old days it was no big
deal, but any more it seems that there are way too many new cams with gear
tooth problems, so anything that might keep an engine from coming back is
good.


I made a whole set of fancy hex drivers out of fluted bar stock and cut-off
Allen wrenches. Trick, eh?





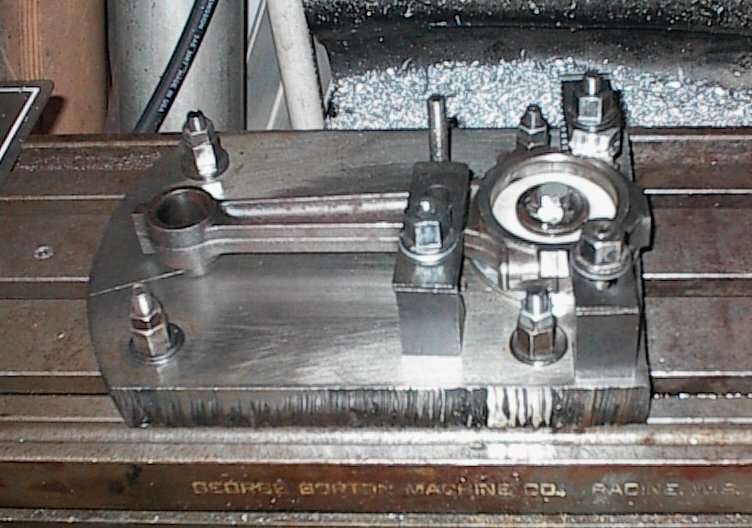


Checking valve-to-piston clearance. The pistons stick out of the bore .015".
If you have the urge to do one of these engines, use the aftermarket 1.43" pin
height pistons, not standard 350 Chevy pistons like these. You won't have to
cut .100" off the pistons tops!


The "P/S" marking means passenger side; these particular pistons have offset
pins for quiet running, so the valve notches will be on opposite sides on each
bank.

My flycutting rig is for parallel valves, so I wound up having to plunge a
little deeper and feather the cuts over with the Dremel and a sanding roll.
It's not like I was worried about conserving compression or anything...




It turned out that the 2V plenum was just big enough open up to a
Holley four barrel. It looked like Ford had designed it to go either way,
then only made two barrel intakes. Some of the filled-in area was over two
inches thick!
I have more shots of the project - flame-cutting the carb flange, welding in pieces to adapt it to the intake, porting the plenum, etc., but they're still on 35mm film in the camera. Whenever I finish the roll and have it developed I'll scan 'em and post 'em.


That's the kind of thing that happens when you own a racing engine shop, and
then you have someone else build an engine for your truck because you don't
have time to do it yourself.


The snorkels are screwed or riveted on, and you can add another. Some Fox body cars had an aluminum version of this housing that was slightly lower profile, and the one on the carbureted Mustang GTs had two snorkels already.
These things beat the hell out of those doofus open element "hot rod" air
filters. Why would you want to suck in all that 200+F underhood air? Just to
have something shiny when you have the hood up?
============================================================================
============================================================================
MAXIMUM OVERDRIVE RACING ENGINES
434 Ford stroker for Kenney Moore, Traskwood AR
completed 06/18/01
warranty: If it breaks, you get to keep all the pieces you can find.
*****
400 Ford stroked to 4.150", .080 overbore (434 CID)
Competition Cams 268H High Energy cam
Ford 351C-2V cylinder heads
Compression:
890 cc swept volume per cylinder (bore/stroke 4.080/4.150)
78 cc nominal chamber volume
- 3 cc +.015" deck
7.3 cc .035 gasket
5 cc valve notches (estimated)
--------
87.3 cc total clearance volume
890+87.3 = 977.3 total volume
977.3/87.3 = 11.2:1 CR
*****
===========================================================================
COMPONENTS ---------------------------------------------------------------
crankshaft:
Ford 400M casting
stroked to 4.150"
mains Clevite 77
main bearing clearance .0015"
rods 2.125" Ford 240/6 standard
polished journals
balanced 28oz (drill only)
pistons:
Silv-O-Lite 8-1436+.080
350 Chevy, milled tops
piston measured 1.538", .245" top land
cut .100" off
new top ring land .140" thick
flat top with four cast valve reliefs
fifth valve relief cut for Cleveland intake valve
4.080 diameter
wristpin offsets to quiet side
pistons flycut for 2V Cleveland heads
minimum .100" valve/piston clearance intake, .200" exhaust
CBC2 ceramic coated decks
+.015" deck height
rings:
standard small block Chevy. 4.080, Hastings, moly top
oil scrapers installed flex up
gaps:
#1 .031
#5 .028 .027
.028 .035/.030
.028/.032
#2 .032
#6 .035 .028
.034 .035/.033
.028/.038
#3 .028
#7 .034 .028
.033 .038/.034
.035/.033
#4 .028
#8 .032 .026
.028 .026/.028
.030/.032
rods:
Ford 240 Six, 6.79"
narrowed big ends to .895
pin ends honed out to .925 (.002 press for .927 pins)
rod side clearances .012, .012, .010, .014 (1-4)
resized big ends (minimum size)
chamfered sides of big ends
Michigan 77 rod bearings, 240/6, standard width
stock bolts
new ARP nuts
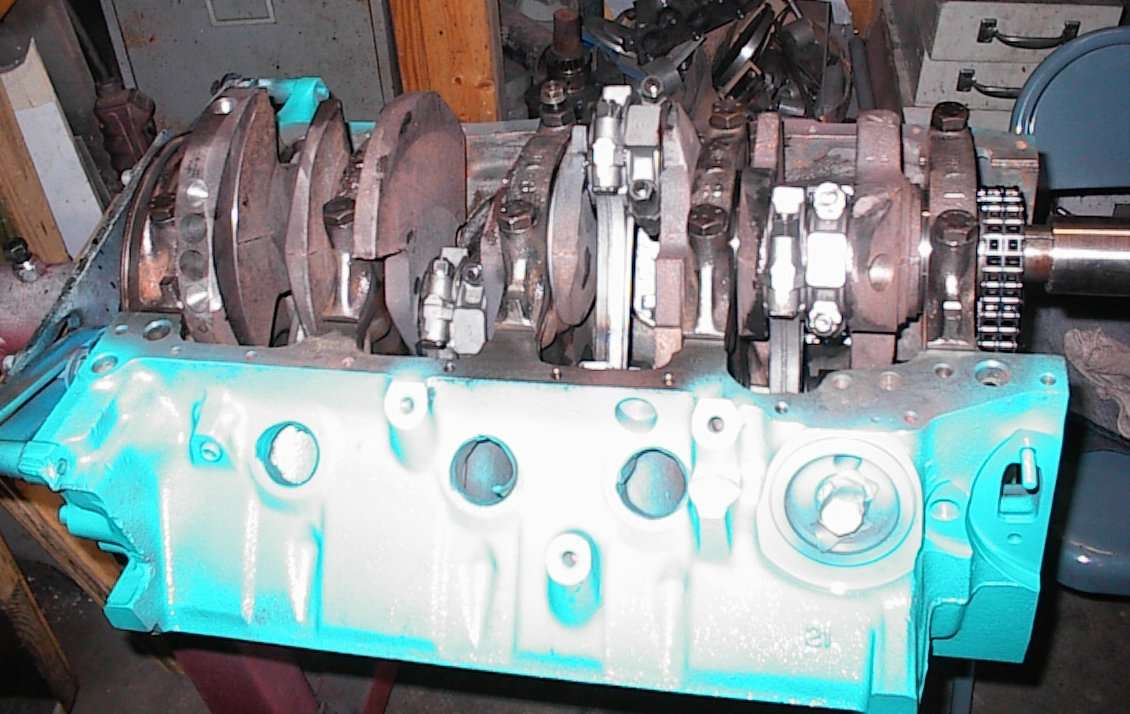
block:
400M block casting
bored .080
honed to .002" piston/wall clearance
#600 finish (ultra smooth)
2 piece rear main seal (RTV around edges)
new core plugs (RTV)
new cam bearings (Clevite 77)
tapped, .060" restrictors in cam oilways, .125" in p/s lifter oilway
oilway radiused at oil filter bend
all threaded holes chased
heads:
Ford 351C-2V
new .015" oversize EngineTech valves, single groove
2.06" intake / 1.65" exhaust
exhaust valves ceramic coated
intake and exhaust valves 20 degree back cut
exhaust valve faces radiused
new Competition Cams pn 743-16 chrome moly retainers 1.460"
new Competition Cams pn 940-16 dual valve springs 1.460"
guide clearance .002-.0025; some are 1/2" iron repair guides
three angle valve job, .065/.080 intake/exhaust seats
standard 11/32 single groove stamped keepers
deep umbrella seals, .050" int. / .038" exh. clearance at full lift
1.812" spring installed height
all threaded holes chased
cam:
Competition Cams 268H High Energy hydraulic pn 32-221-3
268/268 @ .006" (218/218 @ .050")
.494/.494 valve lift (.2853/.2853 lobe lift)
110 lobe center
opens closes
intake 28 BTDC 60 ABDC
exhaust 68 BBDC 20 ATDC
recommended install on 106 intake centerline, closest keyway position
was 107, used that
Competition Cams cam lube used for assembly lube
pushrods:
new SBI 5/16", stock replacements, pn 190-1417
rockers:
stock pedestal type, tips resurfaced
iron pedestals
separate sheet metal oil deflectors
timing set:
dual roller
cam chain index +0 (degreed in at 1 degree advanced)
two piece fuel pump eccentric
oil slinger on snout of crank
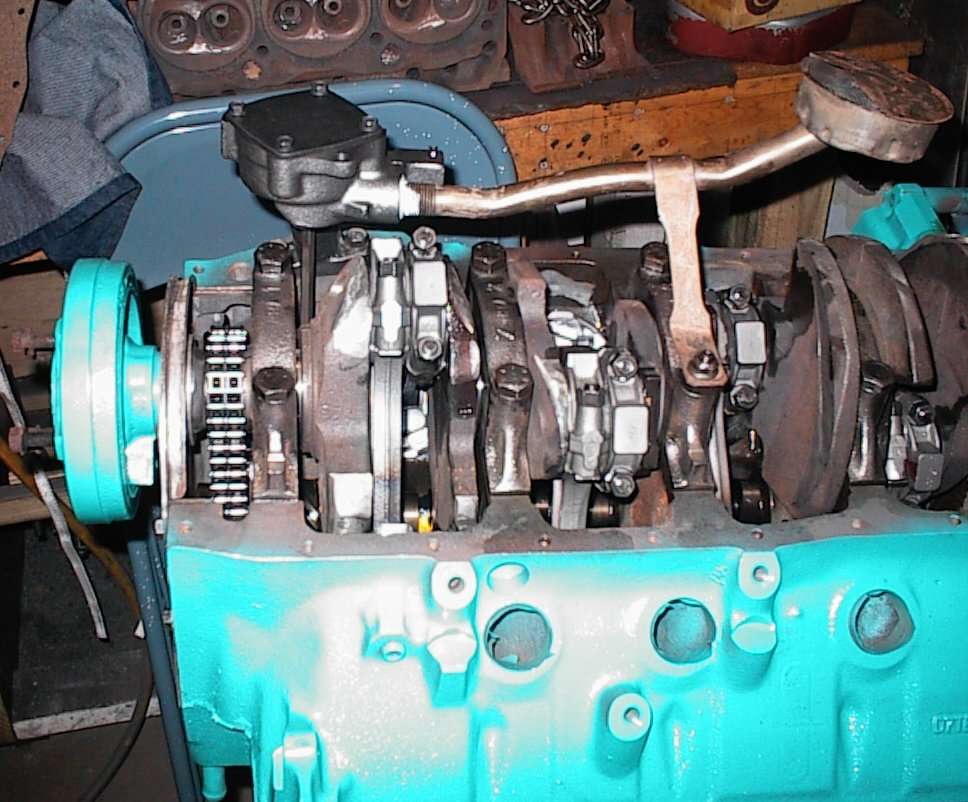
oiling:
new Melling M-84 high volume oil pump, 1.1" rotor height
stock 4wd pickup, Teflon pipe dope on threads
stock 4wd oil pan
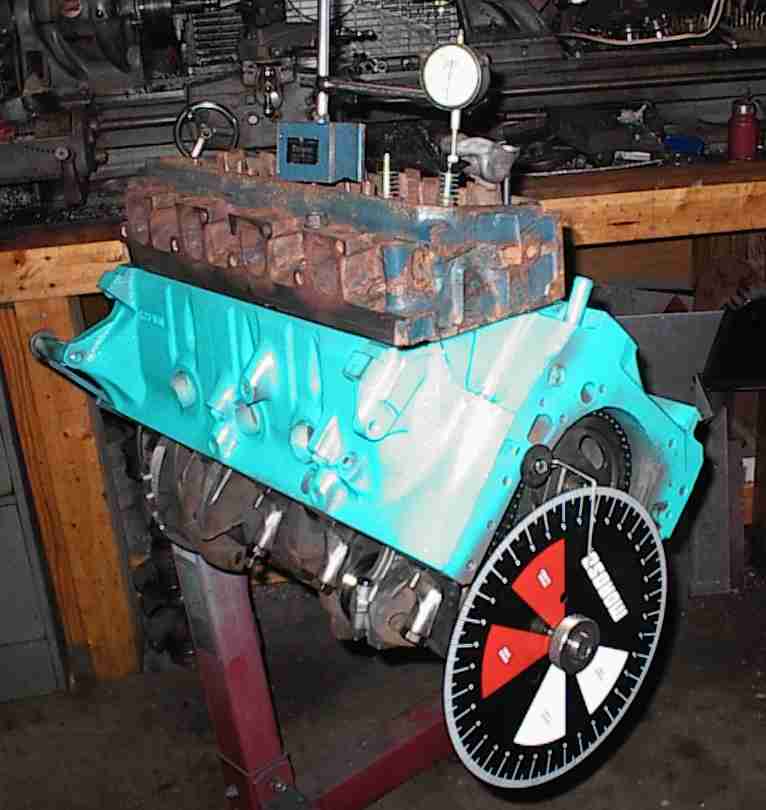
harmonic balancer:
checked TDC, OK
intake:
Ford 400M iron, modified to four barrel flange
miscellaneous:
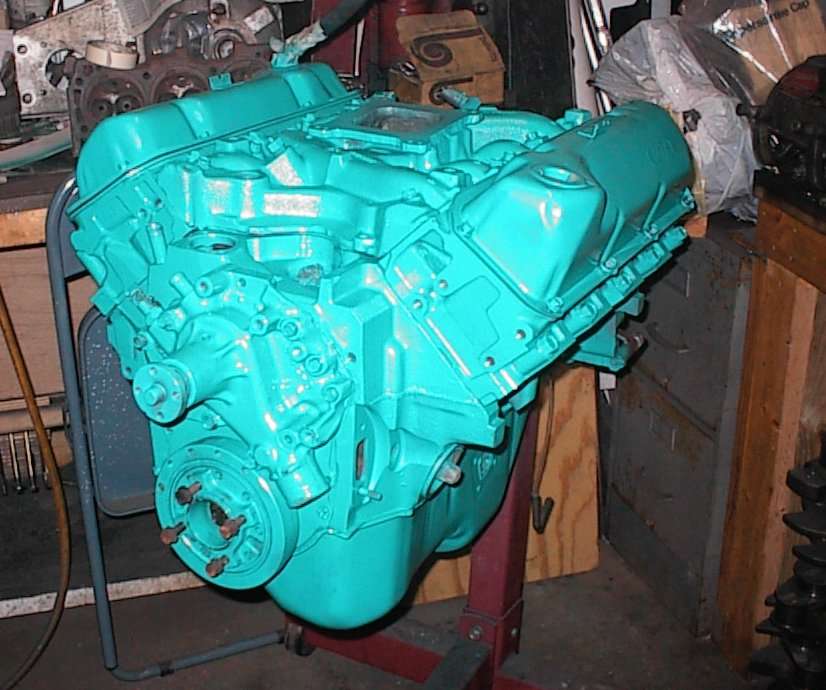
paint Rust-Oleum Mediterrenean Teal #7740 over red primer
===========================================================================
assembly lubricants:
rod bearings: 30wt ND
rings: Unilube two stroke oil
cylinder walls: 30wt oil
piston skirts: 30wt oil
wrist pins: Mobil 1 5w30
head bolts - threads: 30wt oil
main bolts - threads: 30wt ND
head, main bolts - under head: ARP moly grease
rod bolts: 30wt oil
cam bolt: 30wt oil
cam retainer plate bolts: 30wt oil
cam lobes: Competition Cams cam lube
cam journals: Competition Cams cam lube
cam distributor drive gear: Competition Cams cam lube
cam retainer plate/sprocket: Competition Cams cam lube
crankshaft rear oil seal: Mobil 1 5w30
===========================================================================
Stewart-Warner Model 2000 Industrial Balancer
balance:
(reciprocating)
519 big end (narrowed)
519 big end (narrowed)
53 bearing
53 bearing
(rotating)
552 piston (flycut)
148 wristpin
61 rings
187 pin end (honed .927)
---
2092 grams bob weight
setup RPM: 710
balance RPM: 590
front balance: .01 oz-in
rear balance: .01 oz-in
8 spins to completion
balance was drill-only
balanced for 28oz damper and flywheel
===========================================================================
TORQUE SPECIFICATIONS -----------------------------------------------------
--------torque---------------spec-----------thread---lube------------------
rod bolts
torqued to 45 ft-lb (Ford spec 45) 3/8-24 oil
main cap bolts
torqued to 100 ft-lb (Ford spec 95-105) 1/2-13 oil
note: 1) use moly grease under bolt head
2) step 1: 50 ft-lb
step 2: 80 ft-lb (reverse pattern)
step 3: 100 ft-lb (reverse pattern)
head bolts
torqued to 100 ft-lb (Ford spec 95-105) 1/2-13 oil
note: 2) block is blind tapped, no sealer needed
3) step 1: 50 ft-lb
step 2: 70 ft-lb (reverse pattern)
step 3: 100 ft-lb (reverse pattern)
damper (harmonic balancer) bolt
(Ford spec 70-90) 5/8-18 oil
note: use automatic transmission fluid as lubricant when pressing damper on
intake manifold bolts
(Ford spec 23-25) 5/16-18 sealer
note: 1) see drawing for pattern
exhaust manifold bolts
(Ford spec 18-24) 5/16-18 antiseize
note: 1) see drawing for pattern
rocker studs
timing chain sprocket bolt
torqued to 40 ft-lb (Ford spec 40-45) 3/8-16 oil
cam retainer plate
torqued to 10 ft-lb (Ford spec 9-12) 1/4-20 oil
oil pan bolts
(Ford spec 7-9) 1/4-20 dry
(Ford spec 9-11) 5/16-18 dry
oil drain plug
(Ford spec 15-25) 1/2-20 oil
water pump bolts
(torque 12-18) 5/16-18 antiseize
timing cover bolts
(torque 12-18) 5/16-18 antisieze
1/4 NPT threaded oilway plugs 1/4, 3/8 NPT Teflon tape
oil pump cover plate
(Ford spec 9-11) 1/4-20 Loctite 242
oil pump body
(torque 30-35) 3/8-16 Loctite 242
spark plugs
14mm oil
bottom pulley to damper
(Ford spec 35-50) oil
valve cover
(Ford spec 3-5) 1/4-20 oil
fuel pump to timing cover
(Ford spec 12-15) 5/16-18 oil
fan to water pump
(Ford spec 12-18) 5/16-24 antiseize
carburetor to intake
(Ford spec 12-15) 5/16-18 antiseize
SPECIAL PARTS ------------------------------------------------------------
modified parts: rods narrowed on big ends
rod pin ends opened up to .925"
pistons flycut for Cleveland valves
pistons decked to clear heads
intake and exhaust valves back cut
exhaust valve faces radiused
intake converted from 2bbl to 4bbl
Kenney:
bore and hone block
Dave:
stroke crank
narrow rods
hone pin ends
resize big ends
glass bead rods
balance rods
mill pistons
balance pistons
cut Cleveland valve reliefs
balance rotating assembly
clean lots of parts
mill, weld, grind to convert 2V intake to 4V
clean heads
ream guides
cut valve seats
back cut intake and exhaust valves
radius exhaust valves
check valve/piston clearance
check retainer/seal clearance
check rod side clearance
check stack
degree cam
verify TDC on harmonic balancer (OK)
gap rings
assemble heads and vacuum check
assemble long block
coat exhaust valves
coat pistons
Kenney got it in and fired it up. It was hard to start. It pinged badly even on premium gas and the timing backed way off. He put his compression gauge on it, and the gauge pegged at its far end - 300 PSI cranking compression! I had told him the cam was too small, but NNOOOO... well, it was his engine, so we have this big high compression stroker motor in a three-ton four wheel drive F350, and a little weiner cam to save gas?
The truck could not be driven as it was, so I found a 235 degree cam on a 108 that looked good; he has it on order. I'll let you know what happens...