This is an engine I originally built for someone in California. It got shipped there, then got sold to someone in North Carolina, then to Steve Grossen in Virginia. It was begun in 1996, and Steve took delivery of it in 2001. It had come back through the shop, re-done with different piston notches and some other changes, and now sits in Steve's basement, never having been fired up during its travels...
In 1996 there were no off-the-shelf Windsor stroker bits, so I used modified Chrysler rods, Chevy pistons, and an offset 400 crank. It's still a combination that works just fine.
As usual I didn't take nearly as many photos as I should have, so I've combined the original and rework photos to give a better idea of how things go together.

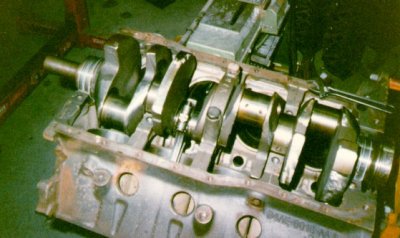
The rod cheeks were extensively lightened and all four crankpins were drilled
out to 1" for lightening and to make it easier to balance. It still took
heavy metal.


You can see the "snout ring" on the 430 crank has been cut off, to take a
Windsor lower sprocket. The nose also had to be shortened to keep it from
sticking past the washer flange on a Windsor balancer; that hasn't been done
yet in this photo.


The rods are Chrysler small block. The pin ends have been reduced to .927 Chevy size with Federal-Mogul bronze bushings. They have also been narrowed to 1" to clear the inside of the KB piston bosses. The big ends have been narrowed to fit the Ford width journals. The rod bearings also had to be narrowed a bit. I had purchased ARP WaveLoc bolts, but the shank diameter was almost .020" too large to go into the Chrysler holes. Talked with ARP tech support were inconclusive. I eventually bought a set of Direct Connection bolts and used the ARP nuts on them.
The bronze bushings were honed for floating pins and Spirolocs were used in
the pistons.
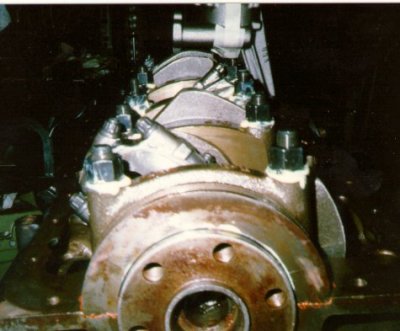
The brown stuff is what comes from living in "wetlands".


This episode directly led to my purchase of a Stewart-Warner crankshaft balancer, so I could do my own balancing.
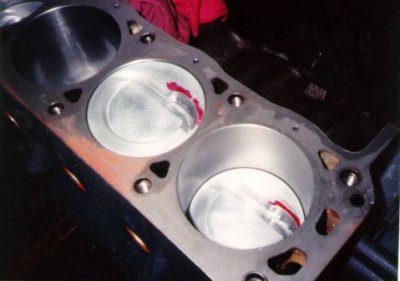
Hand cutting works fine, but it's time consuming. When I first built the
engine, I didn't have a piston vise. The second time around, I did, which
makes for a neater job.

The second time around, I balanced the engine again on my own machine.




===========================================================================
Parts List / Build Sheet
MAXIMUM OVERDRIVE RACING ENGINES
number: 0012, shipped 04/97
rework (new block, valve reliefs) shipped 05/01
engine: Ford 351 Windsor, 430 cubic inches
short block
for: Steve Grossen, King George VA
4.040 x 4.187 bore and stroke, 430 cubic inches
400M crank, Chrysler rods, 50oz 5.0 external balance
14cc dish KB169
65cc Ford D0OE 351W heads
9.12cc .043" head gasket
9cc .030 negative deck, extra valve notch, etc.
------
97.12cc
4.04 x 4.187 = 429.38 CID = 7073.61cc /8 = 879.70cc/cyl
879.7 / 97.12 = 9.06:1 CR
COMPONENTS ---------------------------------------------------------------
crankshaft:
400M Ford
mains 351W - std.
rods 360 Chrysler - .010"
balanced to 50oz 5.0 bobweight, heavy metal
oil slinger turned off
rod throws drilled for lightness
extensive grinding for lightening and balancing
profiled for piston, block, and oil pump clearance
snout cut back to 351W length
snout ring cut back for 351W timing sprocket
extra keyway cut for 351W timing sprocket (3/16 x 3/4 Woodruff)
new roller pilot bearing
pistons:
Keith Black KB169 hypereutectic
D-dish top with valve trough
additional valve reliefs cut for Brodix Track 1 heads, 2.02 intake
4.040" diameter
CBC2 ceramic coated tops
TLMB moly coated sides
single Spirolox pin retainers
standard KB wrist pins
rings:
.040" 1/16, 1/16, 3/16 Speed-Pro file fit moly
rods:
360 Mopar forgings
narrowed big ends
pin ends bushed down to SBC .927 pins, FM 1799V bronze
floating pins, .001"
oil hole drilled on top of rod
pin ends narrowed to 1", profiled round for lightness
Direct Connection rod bolts
ARP 12-point jet nuts
polished beams
oil holes point at pan rail (Mopar cylinder bank offset was opposite
Ford, chamfers matched up better that way, Ford oil holes
intersected with Mopar squirt holes so the oil stream didn't
point anywhere useful either way the rod went in)
standard-width Mopar bearings
block:
1974 351W
bored .040"
honed to .0015" piston/wall clearance
#600 wall finish
bottoms of bores and oil pan rails clearanced for long stroke
2 piece rear main seal
new core plugs
paint block (Dupli-Color Ford Blue)
#60 hole drilled below distributor gear
new cam bearings (Clevite 77)
TLMB moly coated main bearings
clearanced for stroker crank
Dorman main studs
Dorman main bolt washers
threads chased
lifter valley white Rust-Oleum
accessories:
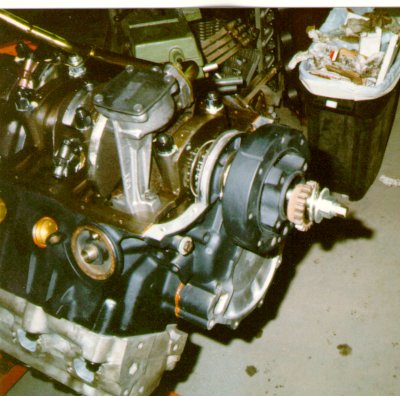
V-belt, standard rotation timing cover
50oz 5.0 damper
timing pointer
timing pointer shows correct TDC
ARP flywheel bolts
Ford Motorsport 28 oz. billet steel 5.0 flywheel, drilled to 50oz
stock Ford front sump oil pan
stock Ford drain plug
high volume Melling oil pump, ground for crank clearance
oil pump bolts
stock oil pump pickup tube
new Melling oil pump drive rod
cam bolt, washer, and fuel pump eccentric
cam retainer plate, bolts
harmonic balancer bolt and washer
new Ford Motorsport timing chain set with indexable sprocket
crank keys
===========================================================================
assembly lubricants:
rod bearings: 30wt oil
rings: Unilube two stroke oil
cylinder walls: Mobil 1 5w30
piston skirts: Mobil 1 5w30
wrist pins: Mobil 1 5w30
main bolts - threads: ARP moly grease
main bolts - under head: moly grease
rod bolts: ARP moly lube
crankshaft rear oil seal: Mobil 1 5w30
===========================================================================
TORQUE SPECIFICATIONS -----------------------------------------------------
--------torque---------------spec-----------thread---lube------------------
rod bolts
torqued to 45 ft-lb 3/8-24 ARP moly lube
note: 1) step 1: 30 ft-lb
step 2: 45 ft-lb
main cap studs
torqued to 84 ft-lb 7/16-20 ARP moly lube
note: 1) use moly grease under bolt head
2) step 1: 50 ft-lb
step 2: 84 ft-lb (reverse pattern)
head bolts
(Ford spec 95-105) 1/2-13 oil
note: 1) use hardened washers, moly grease both sides of washer
2) block is blind tapped, no sealer needed
3) step 1: 50 ft-lb
step 2: 70 ft-lb (reverse pattern)
step 3: 100 ft-lb (mirror pattern)
4) if you use studs, torque readings will usually be much lower
5) if you use ARP bolts, DO NOT get the ones with the small hex; the
heads are so short they will strip and round off the second or
third time you take them out, or if your socket doesn't fit right.
Given these are 1/2" bolts the stockers will work fine.
damper (harmonic balancer) bolt
(Ford spec 70-90) 5/8-18 oil
note: 1) use automatic transmission fluid as lubricant when pressing damper
on
2) some people use sealer on the keyway to eliminate the chance of an
oil leak there.
flexplate bolts
(Ford spec 75-85) sealer
note: see drawing for pattern
intake manifold bolts
(Ford spec 23-25) 5/16-18 sealer
note: DO NOT OVERTORQUE. You can break these bolts right off by hand if
you're not careful. The bolts go into the head at a 45 degree
angle and the intake manifold makes enough of a wedge to lift the
heads right off the block! No fake. Unless there's some kind of
problem the intake won't leak even if the bolts are just past
finger tight.
exhaust manifold bolts
(Ford spec 18-24) 3/8-16 antiseize
note: use high temp antiseize if available
rocker studs (torque 40 ft-lb) 7/16-16 sealer
timing chain sprocket bolt
(Ford spec 40-45) 3/8-16 (Fel-Pro Grey Bolt Prep)
cam retainer plate
(Ford spec 9-12) 1/4-20 (Fel-Pro Grey Bolt Prep)
oil pan bolts
(Ford spec 7-9) 1/4-20 oil
(Ford spec 9-11) 5/16-18 oil
note: 11 ft-lb is "snug" with a nut driver; if you overtorque the bolts
and you're fortunate enough not to break them off in the block,
you'll probably warp the pan and it'll leak.
oil drain plug
(Ford spec 15-25) 1/2-20 oil
water pump bolts
(torque 12-18) 5/16-18 antiseize
timing cover bolts
(torque 12-18) 5/16-18 oil
1/4 NPT threaded oilway plugs Loctite Pipe Sealer With Teflon
or silicone sealer, Teflon pipe sealer
oil pump pickup
(Ford spec 9-11) 5/16-18 Loctite 242
oil pump cover plate
(Ford spec 9-11) 1/4-20 Loctite 242
oil pump body
(torque 30-35) 3/8-16 Loctite 242
spark plugs
18mm antiseize
bottom pulley to damper
(Ford spec 35-50) oil
valve cover
(Ford spec 3-5) 1/4-20 oil
fuel pump to timing cover
(Ford spec 19-27) 3/8-16 antiseize
fan to water pump
(Ford spec 12-18) 5/16-24 antiseize
carburetor to intake
(Ford spec 12-15) 5/16-18 antiseize
481 rod rotating
481 rod rotating
51 rod bearing
51 rod bearing
477 piston
145 pin
48 ring set
205 rod reciprocating
----
1943 grams bob weight
50 oz-in 5.0 balancer and flywheel
800 setup/650 spin
took heavy metal to balance
.03/.05 oz-in finish balance